| 产品参数 | |
|---|---|
| 产品价格 | 10/个 |
| 发货期限 | 3天 |
| 供货总量 | 100 |
| 运费说明 | 卖方承担 |
| 小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | Q235 |
| 产品品牌 | 单立柱广告 |
| 产品规格 | 18×6 |
| 发货城市 | 石家庄 |
| 产品产地 | 河北 |
| 加工定制 | 是 |
| 产品型号 | 两面/三面 |
| 可售卖地 | 全国 |
| 产品重量 | 10T |
| 产品颜色 | 可定制 |
| 质保时间 | 十年 |
| 外形尺寸 | 18米×6米 |
| 适用领域 | 户外 |
| 是否进口 | 支持 |
| 质量认证 | 已认证 |
| 产品功率 | 不限 |
| 工作温度 | 不限 |
| 产品工艺: | 焊接组装 |
| 抗风能力: | 十级 |
| 联系人: | 李卫(总经理) |
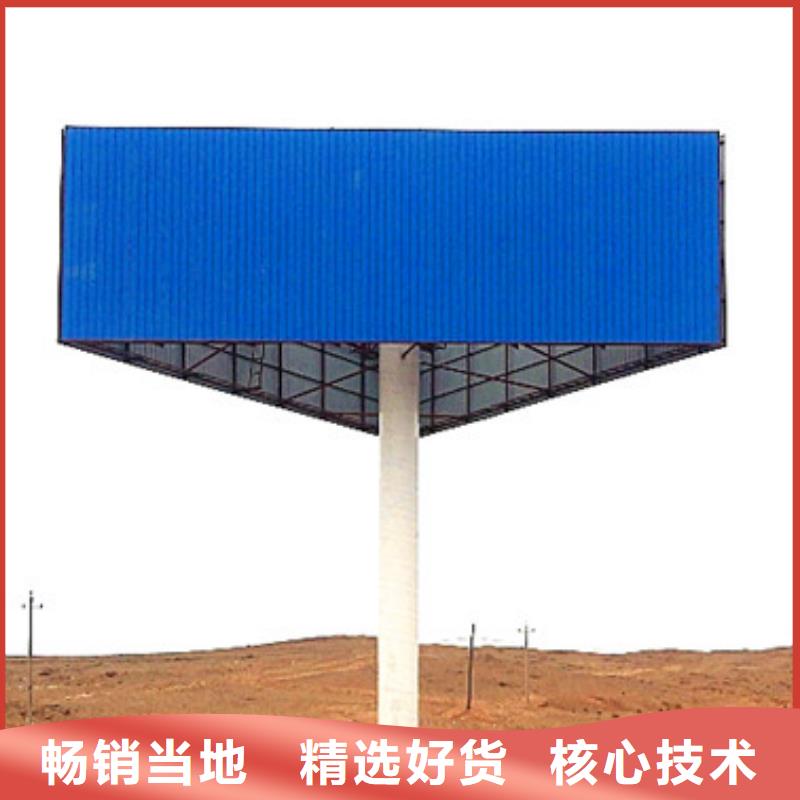
| 范围 | 擎天柱广告牌制作-欢迎考察质保十年生产基地位于【石家庄】,供应范围覆盖吉林省 长春市、吉林市、四平市、辽源市、通化市、延边市 东昌区、二道江区、辉南县、柳河市、梅河口市、集安市等区域。 |


单立柱制作厂家来介绍一下安装的流程: 1.高炮广告牌制作半成品加工:高炮采取加工厂加工为半成品后运至现场组装焊接,螺旋管立柱进场前期在车间采用除锈设备进行除锈工作,铁红油漆,并对螺旋管钢立柱焊接法兰角筋板及连接中空圆钢板,焊接完毕焊缝药皮,做除锈,合计3遍,以螺旋管钢立柱漆面清洁。 2.高炮广告牌制作基础施工:在选置后需要放线并采用挖掘机进行开挖,坑开挖完成后需在坑四周做护坡工作放置醒目标牌,保障附近行驶车辆及穿梭行人,其次是坑底部处理,需要人工进行清理,底部施工完后下面进行钢筋绑。 3.高炮广告牌制作牌面吊装施工:立柱吊装时应注意落吊对丝准确,不咬丝。落吊位置,闭丝、紧丝应均匀进行,紧丝上紧。再闭紧颗丝母牌面钢结构吊装。牌面钢结构吊装时应注意吊点结实,均匀平行上升。上升到均匀落吊至立柱连接稍上端由地面人员配合对准连接点准确落吊。落吊由地面人员调整广告牌方位。结束由焊接人员登上立柱上端进行焊接作业。焊接结实撤吊。吊车撤离,焊接工人对焊口结实焊接。其他工作人员对作业场地清理。焊接作业、场地清理、结束。 4.高炮广告牌制作面及支撑钢梁施工:采用吊车将牌面钢架、支撑横担、牌面立柱,并对牌面钢架、支撑横担、牌面立柱钢结构组合、焊接结实。
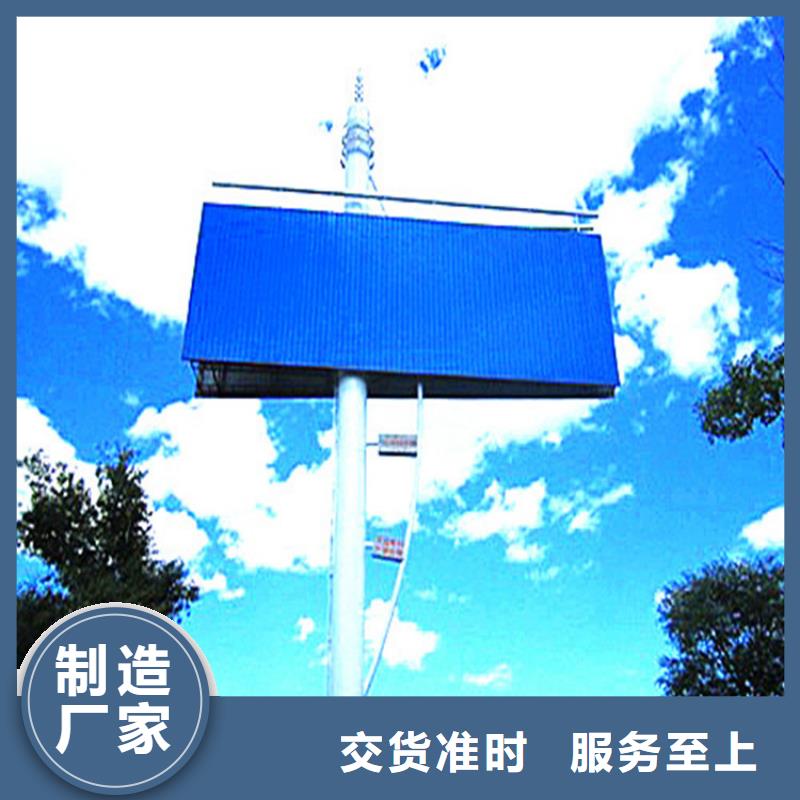
这样不但可以确保高炮广告向着科学合理的方向发展,而且也会为所有人减少相应的设置风险。选址小贴士,媒体所在的位置人流量一定要大,例如十字路口,转盘,大型购物中心的广场,工业园区,楼盘附近。高炮高炮广告牌一般有18米高,在所有广告宣传媒体中比较高瞻远瞩,所处位置一定要车流量密集,例如市区入口,收费站附近,国道省道,高速路两旁。二季度以来,公司坚持党政同责、一岗双责、齐抓共管、失职追责的工作基调,按照管业务必须管、管生产运营必须管的工作要求,稳步推进生产各项工作,管理取得了一定的成效。一是主题教育获好评,“生产月”活动获得了省生产监督管理局的认可,作为 上榜的省属企业,公司的经验做法被其和公众号推送至全省推广;二是联巡平台再发力,通过公司“4+1”巡查模式与兄弟单位日常巡查模式的相结合,广告牌受控状态得到了稳定;三是检查考核常态化,通过不断的检查和整改提高了生产的责任心,通过查实改实保障了环境不留死角;单立柱制作厂家
广告牌单体工程造价较低,对于规模较大钢结构及建筑工程设计与施工单位而言,单体工程规模小、造价低,设计年限一般不高于15年,予以的重视程度不够,然而由于其数量多,而言,其工程造价至关重要,因此目前单立柱广告牌的设计制作还难以达到技术先进、经济合理、适用、确保质量的要求。进一步加强牌建设现场,近日,我公司组织外业部门相关技术人员,组成牌建设隐患排查小组,对在建高速牌建设施工现场进行了突击隐患专项排查。排查小组针对牌建设中风险较大的基础深基坑开挖施工和牌结构现场吊装作业施工,进行了重点排查,并将排查中发现的隐患逐一登记,形成隐患排查台账,督促施工单位限时整改到位,确保牌建设规范。对广告牌结构的受力特点缺乏充分认识,有都认为单立柱广告牌的结构重量是单立柱广告牌设计的控制荷载,一般情况下这种认识都是不符合实际的。风荷载是单立柱广告牌设计与制作的控制荷载,风荷载的确定和合理计算亦是单立柱广告牌设计的关键因素。单立柱制作厂家
对于氧化物,可以使用诸如砂轮和钢丝刷之类的工具。b。必须连续焊接并一次完成相同的焊接。c。焊接完成后,应清洁焊接表面上的炉渣和金属飞溅物,并检查焊件的外观质量,并且不得有焊缝,焊缝,咬边,气孔,不熔合,裂纹等。故障存在。d。必须在对接焊缝焊接后24小时进行测试。支撑和支撑的生产6.1轴承的生产A,防空广告塔的支撑过程按以下过程进行支撑:支撑肋和底板→底板→支肋和底板,支撑孔的肋以及肋骨,肋骨和球组件的焊接→防腐处理(除锈)→防腐处理(喷漆)。 单立柱制作厂家支架的肋骨和底板通过气割进行切割。C.支撑板由径向钻孔机加工。D.肋骨与底板的焊接,肋骨与肋骨采用手工电弧焊,焊接材料为焊丝:H08Mn2SiA,焊条E4303。肋骨和螺栓球的焊接是通过手工电弧焊进行的,焊接是通过E5016焊条进行的,预热之后再进行层焊,然后再进行焊接,并且必须对焊接进行绝缘和冷却。
名片")